Phase 1: Screening
Method development was performed using an ACQUITY UPLC H-Class system, Empower 2 and Fusion AE Method Development software. The H-Class was equipped with a 6-position column manager and a solvent select valve to enable full method development capability in one system. The initial screening varied column chemistries having CSH, BEH and HSS base particles for maximum selectivity. Organic modifier (acetonitrile or methanol) was screened varying the gradient endpoint from 50% to 100% organic, over a mobile phase pH range from 2.5 to 10.5.
Using these parameters, an experimental design was generated within Fusion AE, including randomization and replicate injections. The design generated encompassed the entire knowledge space defined by the constants and variables entered during the experimental setup. A partial factorial statistical design was selected by the software to obtain the maximum amount of information with the least number of experimental runs. The experimental design was transmitted to Empower2 software where all methods, method sets and sample sets were automatically generated and ready to run.
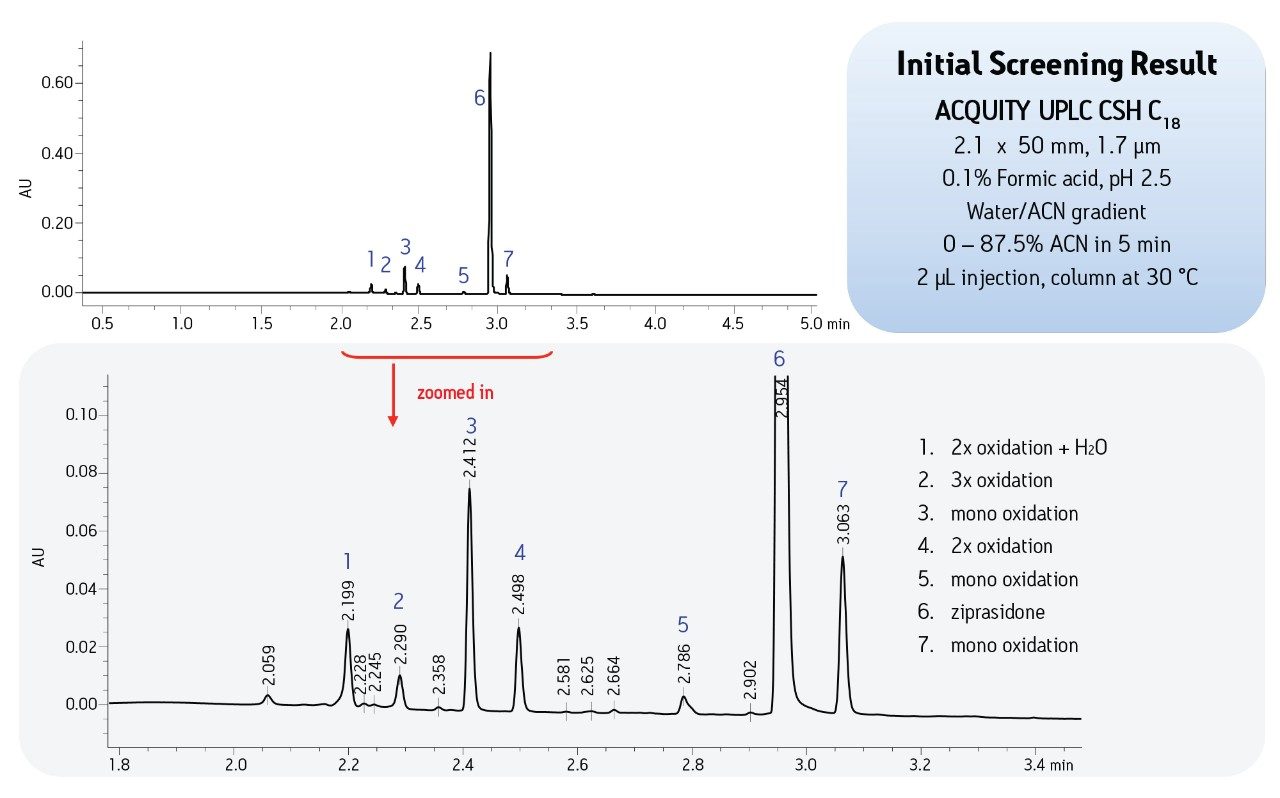
After initial integration and processing, results from the screening analysis for ziprasidone were imported back into Fusion AE and processed to generate an initial method for subsequent optimization. For the ziprasidone peroxide degradation sample, a water/acetonitrile gradient at pH 2.5 with an 87.5% acetonitrile gradient endpoint on a CSH C18 column was found to be optimal. The method developed is compatible with mass spectrometric detection and was directly transferred to LC-MS to rapidly identify the ziprasidone forced-degradation products (Figure 1).