Impurity/Degredant Separation From API
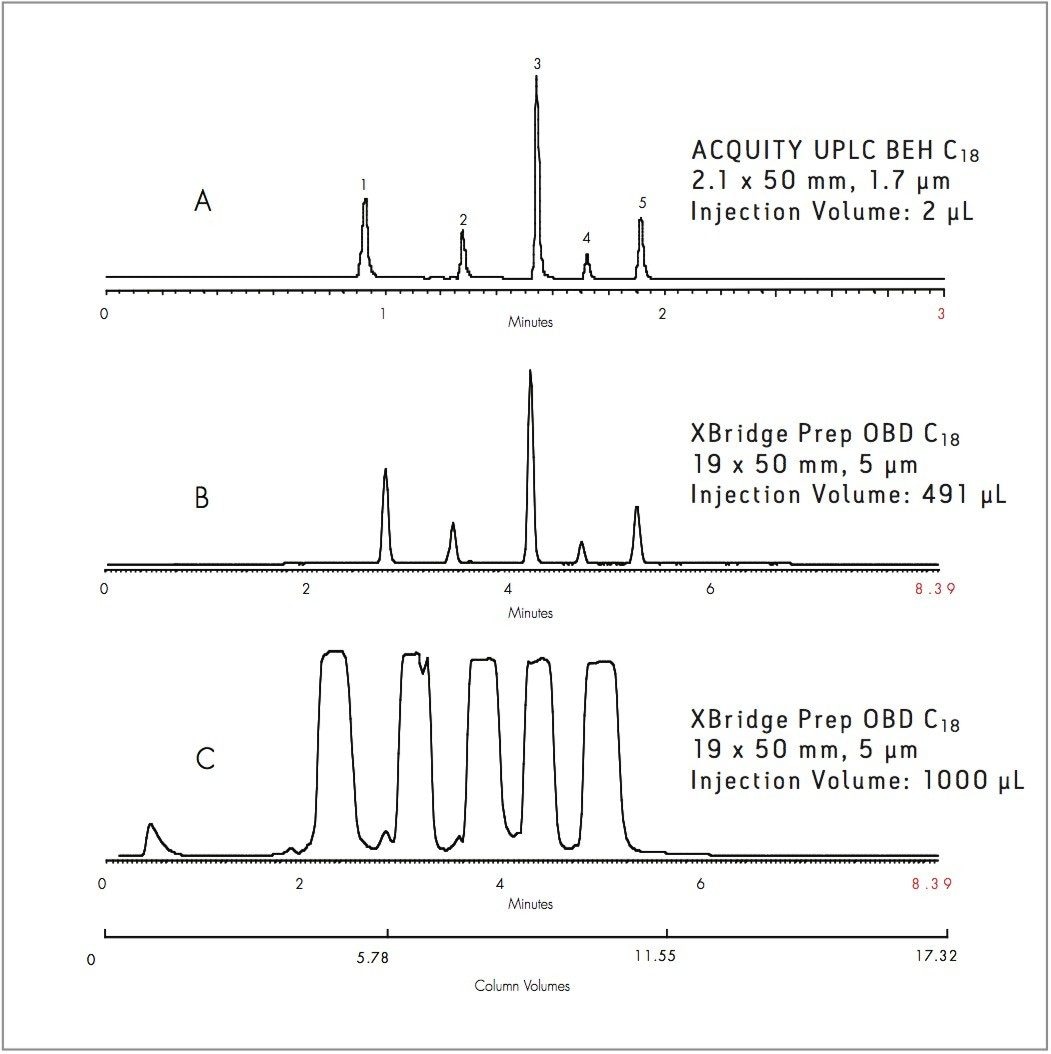
Separation and subsequent scale-up purification of very complex mixtures is more challenging. Crucial parameters in the success of these applications include: (a) maintaining baseline resolution between closely eluting peaks under high mass loading conditions, (b) effectively scaling up the separation so that it is identical to the UPLC separation, and (c) collecting and re-analyzing each fraction to ensure high purity of isolated components.
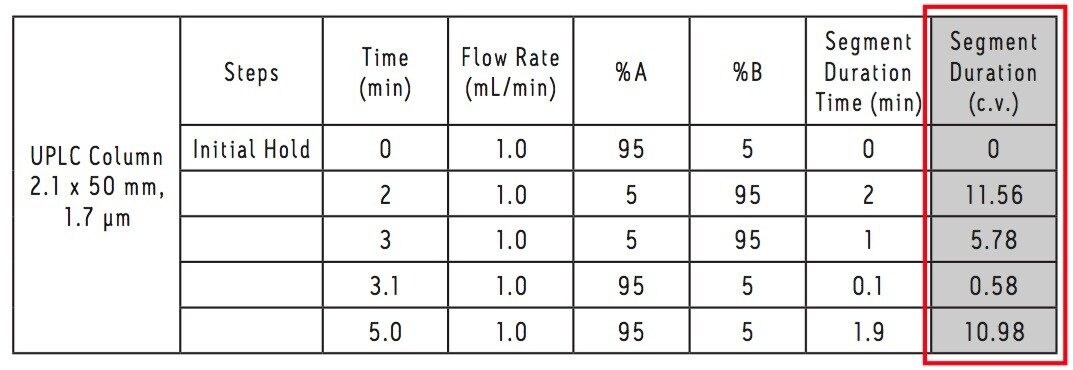
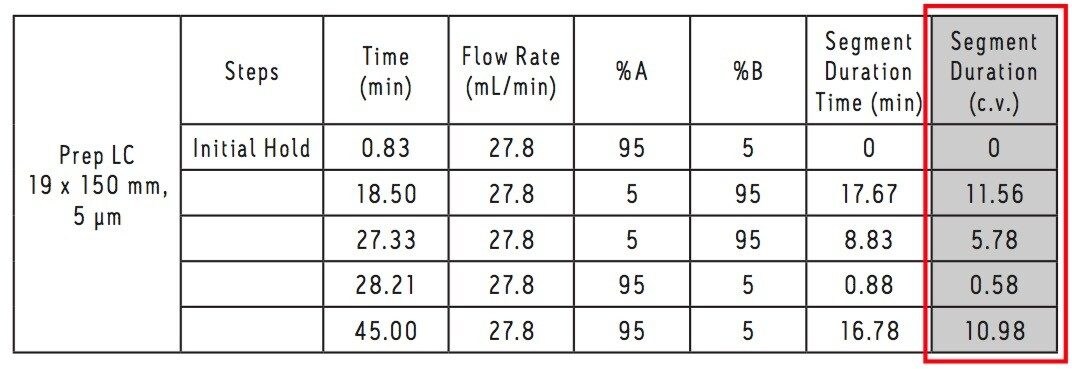
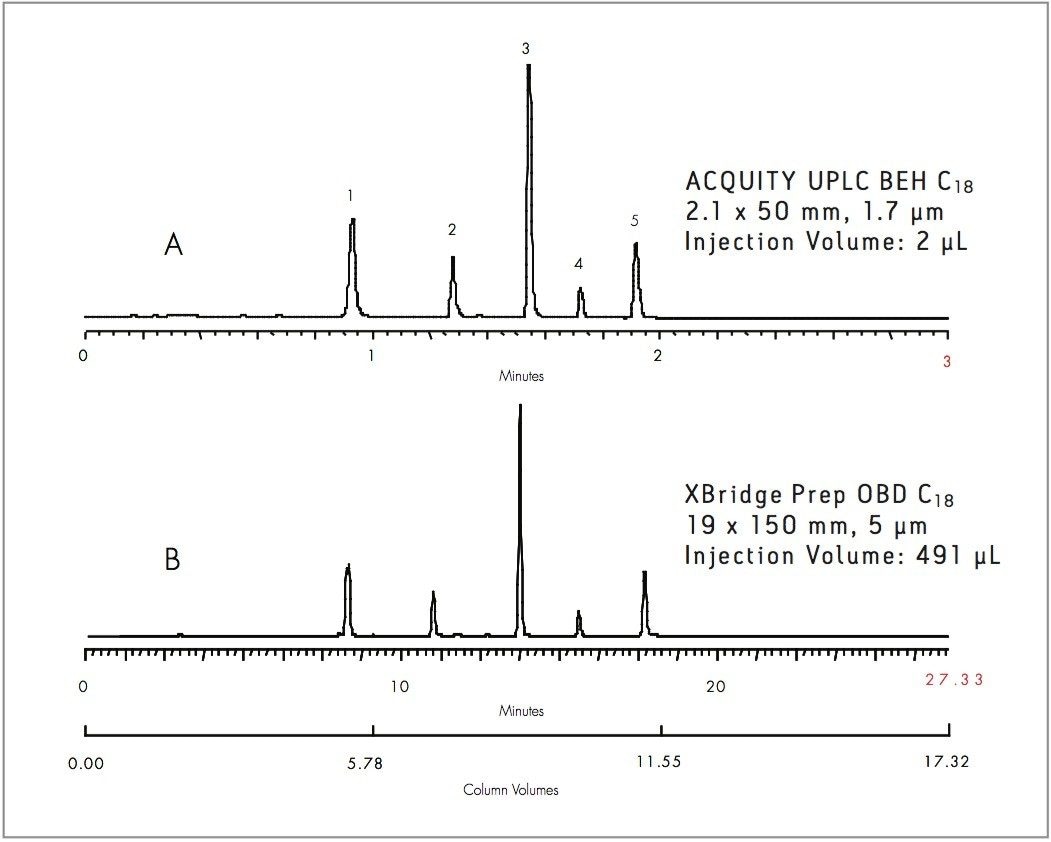
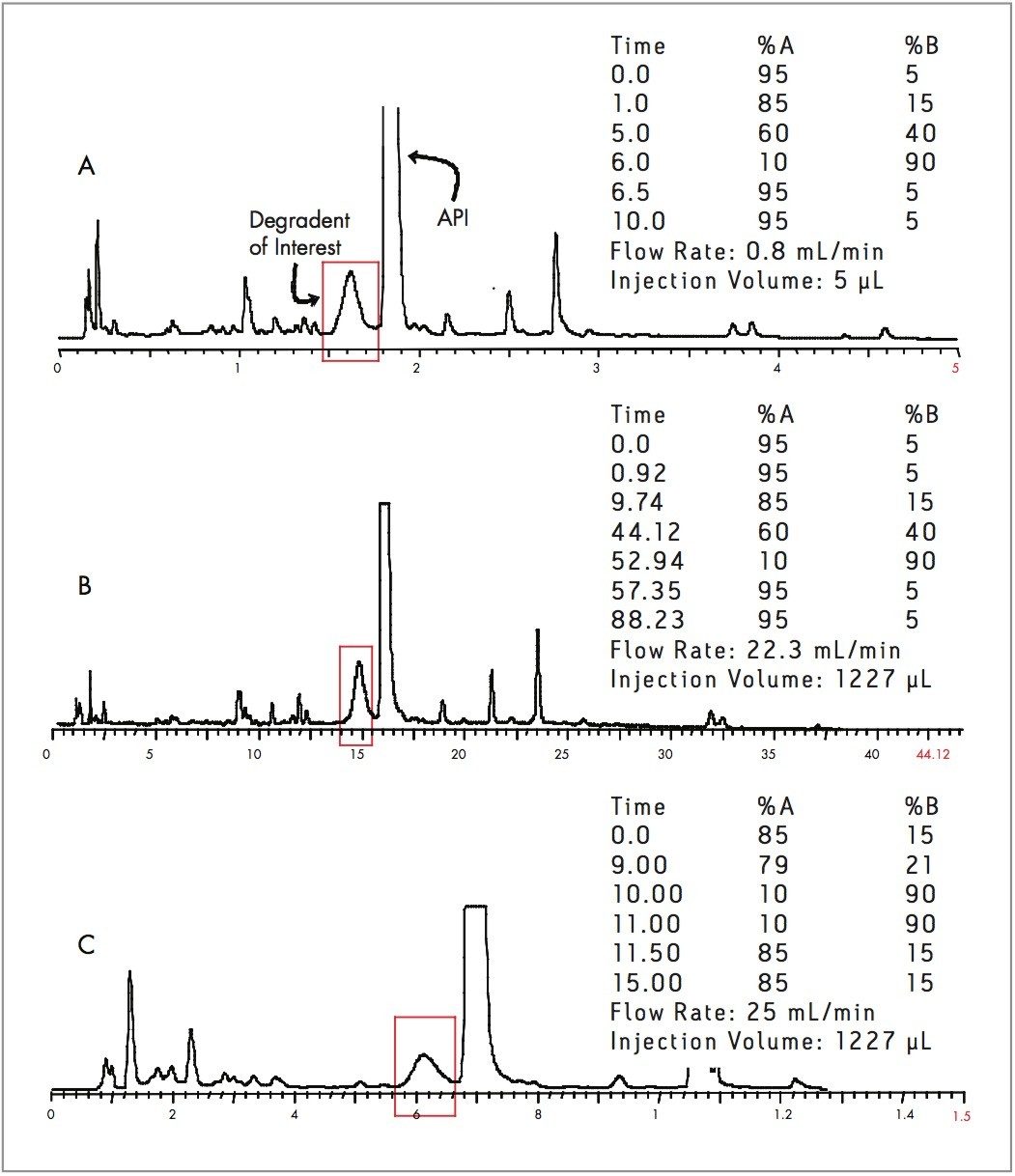
Ranitidine, the active pharmaceutical ingredient (API) in Zantac, was degraded by heating a 2 mg/mL standard solution in MeOH/H20 (20/80) for 48 hours at 85 °C. A UPLC method was developed to separate all impurities and degradants from the API (Figure 4A). The method was then transferred to a 19 x 150 mm, 5 μm XBridge Prep C18 OBD Column to demonstrate that the separation is linearly scaled between both instrument platforms (Figure 4B). Resolution of the highlighted degradant from the API was maintained at the preparative scale, but total cycle time was almost 90 minutes.
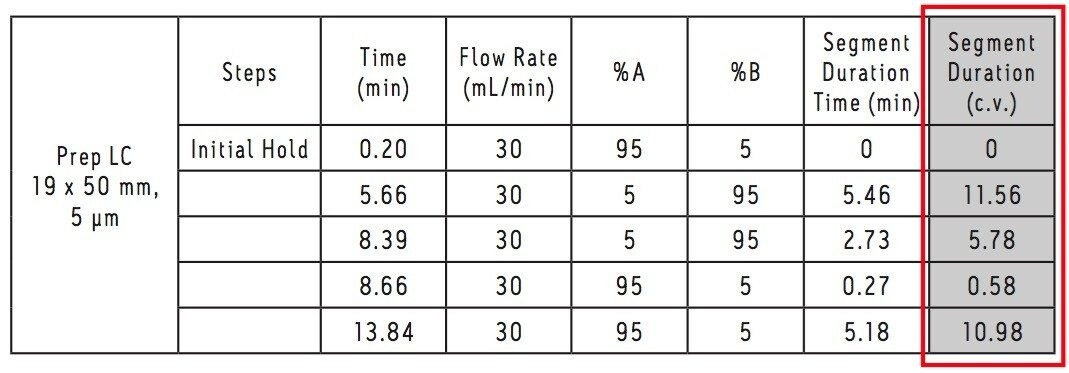
To optimize the cycle time, a focused gradient was developed on the 19 x 150 mm Column(1,2). Figure 4C shows the optimized separation of the highlighted degradant from the API. This particular peak was collected, re-analyzed, and shown to have a purity >99% by UV.
Focused gradients not only provide better resolution between closely eluting peaks, but also help to reduce overall cycle time.