医薬品有効成分(API)の製造、原薬の配合、医薬品の充塡と仕上げの際には、一連の洗浄手順によって製造装置から残留物を除去します。洗浄手順は多くの場合、装置の十分な洗浄を保証するために、最悪の事態を想定して設計されています。この方法では、必要以上の追加の洗浄時間、溶媒消費、廃液処理が発生することがあります。
製造装置を適切に洗浄することが、医薬品の交差汚染を避けるために不可欠です1-3。 洗浄手順の有効性は、洗浄のバリデーションによって実証する必要があります。これには、残留 API、出発物質、中間体、不純物が製造装置から除去されていることの実証が含まれます。目視による点検やサンプリングの際は、有害物質に作業者が曝露されるリスクを最小限に抑えるように注意する必要があります。
洗浄手順の開発およびバリデーションプロセスにおいて、プロセス全体の各洗浄ステップの有効性を評価して、どのポイントで装置がきれいになるかを適切に把握することが重要です。装置が汚れている場合には許容できない結果が生じることを確認することも重要です。
洗浄方法をバリデーションできたら、ルーチンの装置洗浄をモニターする必要があります。通常、サンプル(スワブまたは洗浄溶媒)は、オフラインの品質管理(QC)ラボに持ち込んで分析されます。オフラインのラボから結果を受け取るまでに、数時間から数日かかることがあります。この間、製造装置はアイドル状態になってしまいます。API 残留物についてラボで得られた結果が陽性であった場合は、洗浄プロセスおよびそれに続くオフライン QC 試験を繰り返す必要があり、製造装置がアイドル状態になる時間が長くなります。
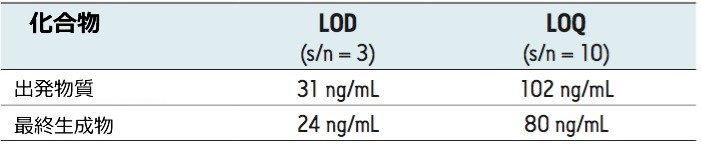
製造装置に存在するすべての成分を、必要な安全性レベルで同時にモニターできる分析法が必要です。API 残留物の許容基準は、原薬の力価によって異なります。一般に、ほとんどのプロセスでは、10 ppb ~ 1 ppm(10 ng/mL ~ 1 µg/mL)の範囲の低い安全性限界を目指します。このような限界を達成するには、高感度の分析手法が必要になります4。
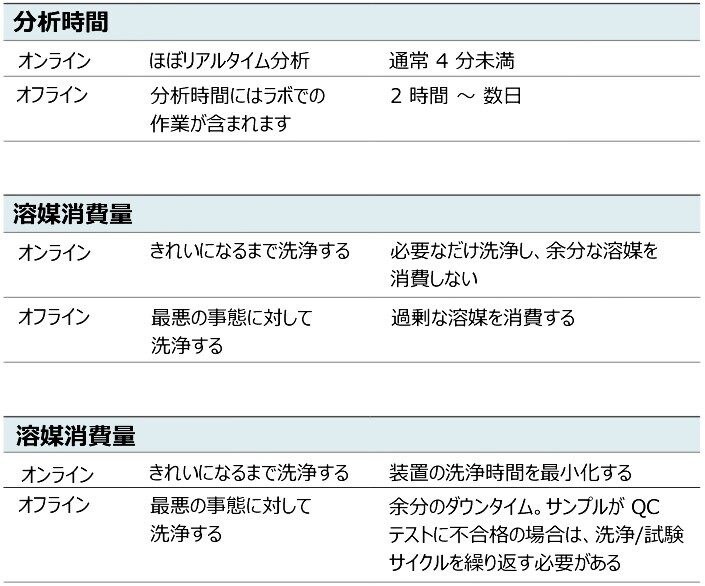
このアプリケーションノートでは、製造装置でのサンプリングポイントから洗浄溶媒を直接モニターする高速オンライン UltraPerformance LC(UPLC)分析法について説明します。洗浄溶媒をオンラインでモニターすることで、API が製造装置から除去されたポイントを判定することができます。これにより、必要な洗浄溶媒の量を減らすことができます。特に、装置が複数の API に使用されている場合や、洗浄手順が「最悪の事態」に対して開発されている場合に有効です。洗浄手順についての理解を深め、オフラインの QC 結果への依存度を減らすことで、洗浄や検証のために装置がオフラインになる時間を大幅に短縮することができます。
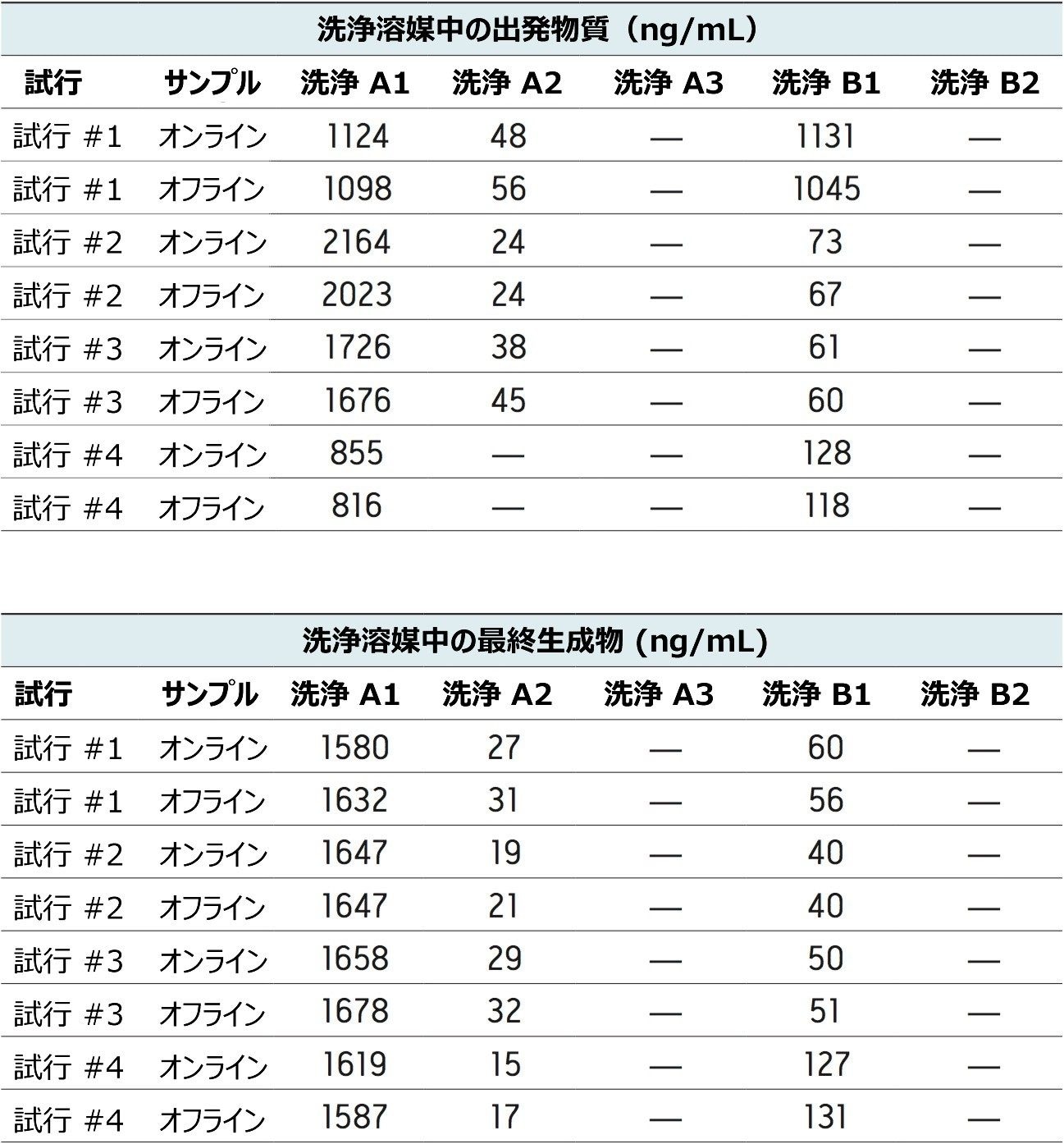
オンライン分析法で得られた結果を、オフラインの UPLC システムでのスワブおよび洗浄溶媒の試験によって得られた結果と比較します。統合されたハードウェアとソフトウェアを搭載した PATROL UPLC プロセス分析システムは、可動式システムエンクロージャーにより、製造環境で使用するように設計されており、オンラインとアットラインの両方で、プロセス内サンプルをほぼリアルタイムで分析できます。