During the manufacture of active pharmaceutical ingredients (APIs), the formulation of drug substances, and therapeutic fill and finish, the removal of residues from manufacturing equipment is performed by a series of cleaning procedures. Often, the cleaning procedure is designed for worst case scenario, to assure sufficient cleaning of the equipment. This approach may result in unnecessary additional cleaning time, solvent use, and waste disposal.
It is imperative that the production equipment be properly cleaned in order to avoid cross-contamination of drug products.1-3 The effectiveness of the cleaning procedures must be demonstrated through cleaning validation. This involves demonstrating that residual API, starting material, intermediates, and impurities have been removed from the production equipment. Care must also be taken to minimize exposure risk of hazardous materials to workers during visual inspection and sampling.
During the cleaning procedure development and validation process, it is important to evaluate the effectiveness of each cleaning step in the overall process to adequately understand at what point the equipment becomes clean. It is also important to confirm that an unclean piece of equipment yields an unacceptable result.
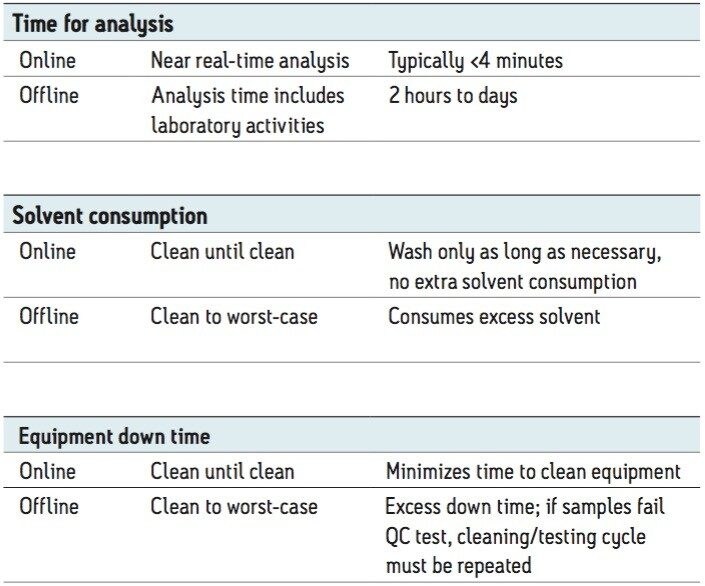
Once the cleaning method has been validated, routine equipment cleaning should be monitored. Typically, samples (either swabs or wash solvents) are taken to an offline quality control (QC) laboratory for analysis. The time it takes to receive results from the offline laboratory can range from hours to days. During this time, the production equipment must sit idle. If laboratory results are positive for API residues, the cleaning process and subsequent offline QC testing must be repeated, increasing the amount of time the manufacturing equipment sits idle.
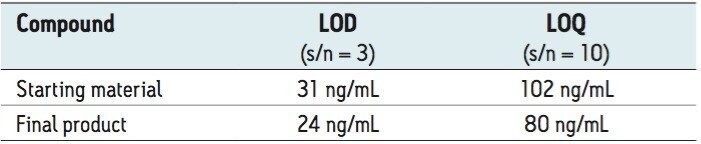
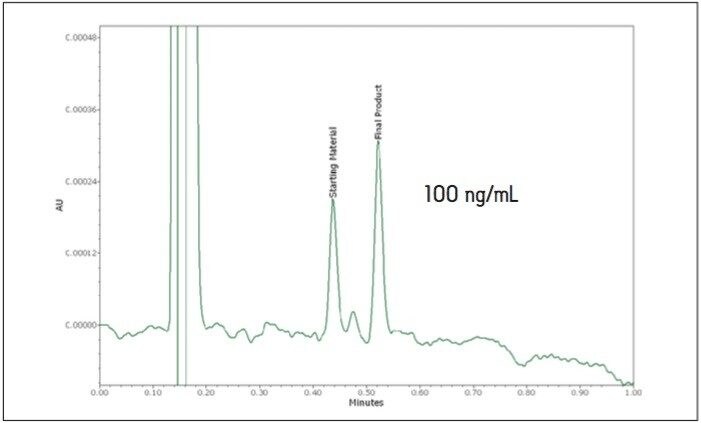
An analytical method is required that can simultaneously monitor all of the components present in the production equipment at the required safety levels. The acceptance criteria for API residues vary according to the potency of a drug substance. In general, most processes aim to have a low safety limit in the 10 ppb to 1 ppm range (10 ng/mL to 1 μg/mL). In order to achieve these limits, sensitive analytical techniques are required.4
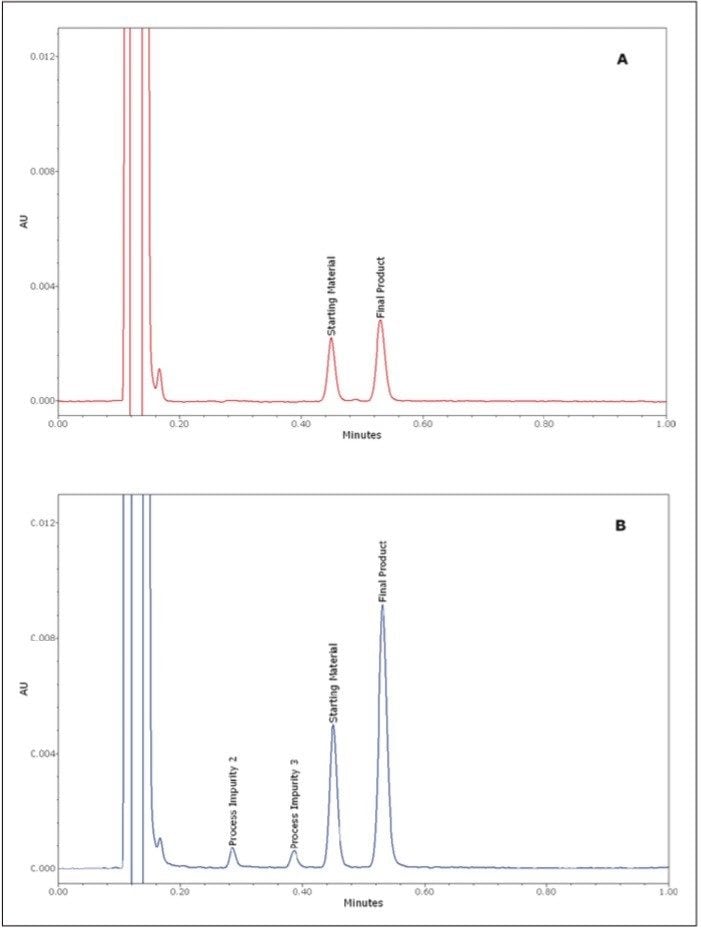
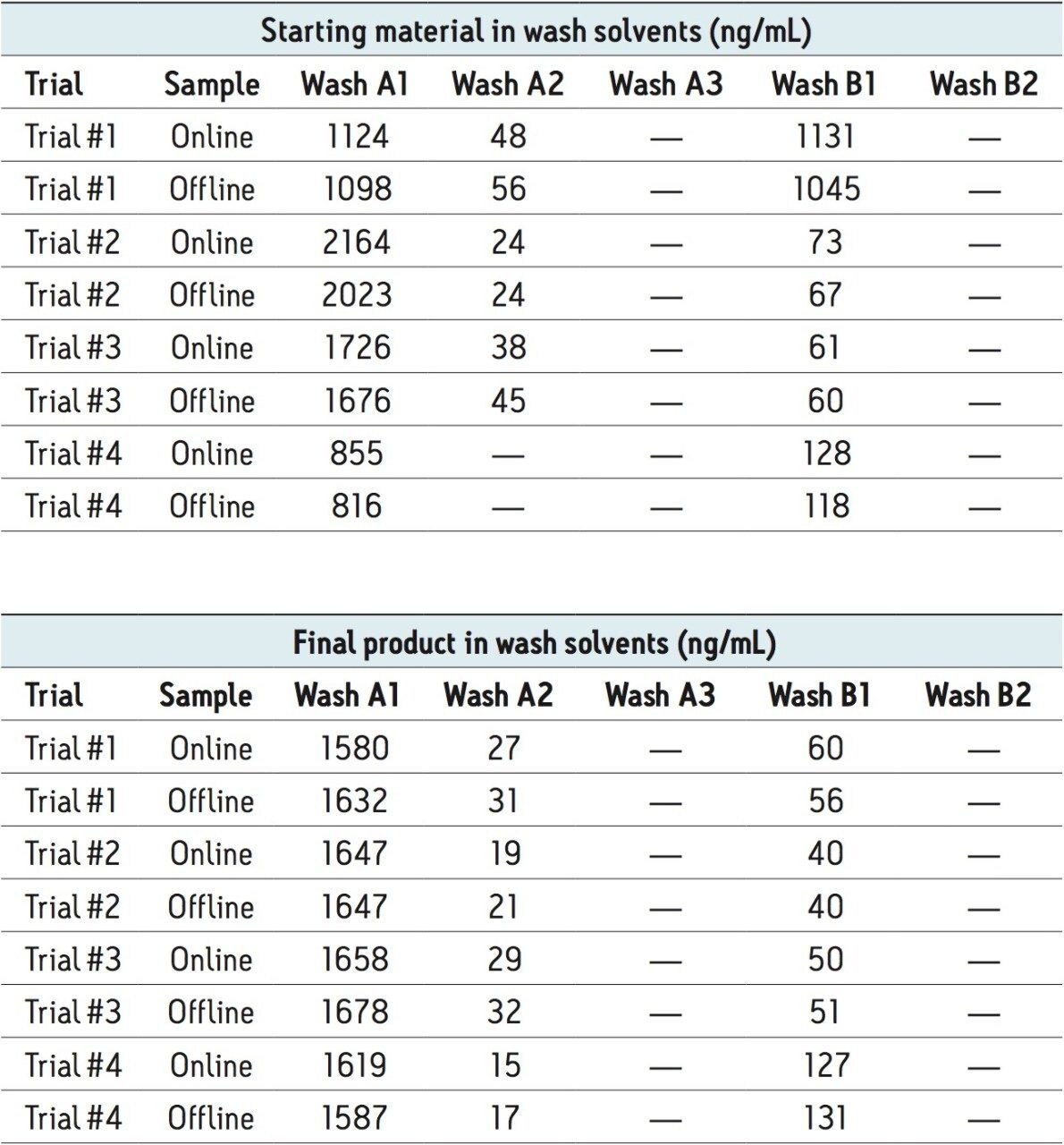
This application note describes a fast, online, UltraPerformance LC (UPLC) method that monitors wash solvents directly from a sampling point on manufacturing equipment. By monitoring wash solvents online, the point at which the API has been removed from the production equipment can be determined. This can reduce the volume of wash solvent required, particularly on equipment that is used for multiple APIs and where a cleaning procedure was developed against the “worst case.” By gaining a better understanding of the cleaning procedure and reducing the dependency on offline QC results, the time that the equipment must be taken offline for cleaning and verification can be substantially reduced.
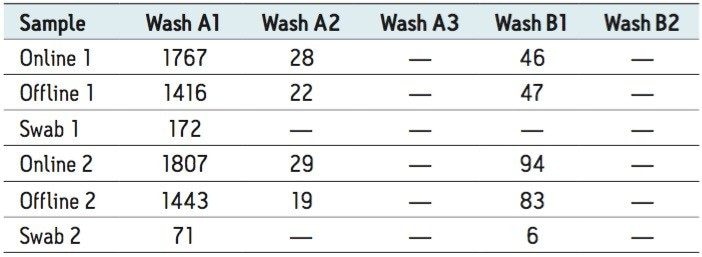
The results from the online method are compared to those obtained by testing swabs and wash solvents at an offline UPLC system. The PATROL UPLC Process Analysis System, which includes integrated hardware and software, was designed to be utilized in a manufacturing environment - with its mobile system enclosure - and provides near real-time analysis of in-process samples, both online and atline.